
Pada saat kita membuat atau membeli tool
dan/ atau mesin, sering muncul pertanyaan, apakah benar tool dan/ atau mesin
yang kita buat atau beli, sudah mampu memenuhi kebutuhan produksi kita
secara masal ?? Artinya mesin dan/ atau tool yang kita buat atau beli tidak
hanya bagus pada saat pembuatan sample, atau bagus pada saat trial dalam jumlah
jumlah yang sedikit, namun juga mampu memproduksi produk sesuai tuntutan
spesifikasi dalam jumlah yang banyak atau dalam skala produksi masal.
Misalnya
þ Mesin CNC yang kita beli dikatakan
memiliki kepresisian 0,01 mm. Benarkah mesin tersebut memiliki kepresisian
sesuai spesifikasi yang tertera dalam manual mesin ? bagaimana kita
membuktikan bahwa mesin yang kita beli memang memiliki tingkat kepresisian
sesuai yang tertera pada buku manual ?
þ Dies atau mold. Benarkah dies yang kita
buat atau beli telah mampu menghasilkan produk sesuai tuntutan toleransi produk
? Bagaimana membuktikan bahwa dies atau mold yang kita buat atau beli memang
mampu digunakan dan menghasilkan produk sesuai tuntutan spesifikasi yang kita
butuhkan ?
Approval Sample tidak cukup sebagai acuan
approval tool dan/ atau mesin
Seringkali approval sample dijadikan acuan
standard bagi approval tooling dan/atau mesin. Jika sample sudah sesuai
spesifikasi produk, maka dikatakan tooling dan/ atau mesin yang kita buat atau
beli sudah sesuai. Akan tetapi sebenarnya approval sample belumlah cukup.
Pelajari ilustrasi sebagai berikut:
þ Kita membuat/ membeli mesin dengan
kepresisian 0,01 karena tuntutan spesifikasi produk kita adalah ± 0,5.
þ Setelah mesin terpasang, kemudian kita
melakukan trial mesin.
1.
Misalnya
kita ingin membuat produk dengan ukuran 30 ± 0,5.
2.
Sample
hasil produksi kita ukur, dan hasilnya 30,01.
3.
Karena
mesin menghasilkan produk dengan penyimpangan 0,01 mm, maka kita katakan
mesin sudah OK, sesuai dengan spesifikasi kepresisian mesin.
þ Akan tetapi benarkah mesin tersebut
secara produksi masal akan selalu menghasilkan penyimpangan maksimal 0,01 mm ?
Untuk itu kita perlu melakukan validasi mesin.
1.
Misalnya
kita melakukan produksi masal sebanyak 100 pc
2.
Kemudian
hasilnya kita ukur. Hasil pengukuran adalah sebagai berikut 30,01/ 30/ 30, 005/
29,995/ 30/ 30,005/ 30, 015, dst .......
3.
Ternyata
output produksi memiliki variasi antara 29,995 s/d 30,015 atau memiliki lebar
variasi sebesar 0,02 (30,015 dikurangi 29,995)
4.
Variasi
mesin 0,02 sedangkan spesifikasi dari manual mesin menyatakan kepresisian mesin
0,01. Hal ini menandakan bahwa mesin masih belum mampu memenuhi standard
spesifikasi sesuai yang tertera dalam manual mesin
þ Ternyata jika kita memproduksi suatu part
dalam jumlah yang relatif cukup, maka kita akan mendapatkan hasil yang tidak
selalu sama, terdapat variasi hasil produksi, seperti yang digambarkan dalam
ilustrasi sebagai berikut

Validasi Tool dan/ Atau Mesin
Belajar dari permasalahan tersebut diatas,
maka kita perlu melakukan validasi tool dan/ atau mesin untuk memproteksi
timbulnya masalah pada saat produksi masal.
Validasi tool dan/ atau mesin
- Bertujuan untuk memastikan kemampuan tool
dan/ atau mesin dalam menghasilkan produk dengan variasi yang kecil sesuai
standard spesifikasi mesin dan/ atau tools yang diharapkan.
- Membandingkan ”Aktual variasi output hasil produksi”
dengan ”Tuntutan spesifikasi produk”
Berikut penjelasan tentang validasi tool
dan/ atau mesin :
þ Variasi hasil produksi kita peroleh
berdasarkan aktual hasil produksi. Kita dapat mengukur variasi output produksi
dengan menghitung besar variasi menggunakan acuan 6 σ ( 6 standard deviasi)
þ Sedangkan spesifikasi kita bisa peroleh
berdasarkan
o
Tingkat
kepresisian mesin. Misalnya spesifikasi mesin menurut manual mesin adalah 0,01
mm, maka spesifikasi yang menjadi acuan kita adalah 0,01 mm.
o
Untuk
acuan validasi mold/ dies/ jig, maka spesifikasi produk bisa menjadi acuan
spesifikasi kita. Misalnya Customer mengharapkan dies mampu menghasilkan produk
dengan dimensi 30 ± 0,05, maka ukuran tersebut akan menjadi acuan spesifikasi.
þ Langkah selanjutnya adalah membandingkan
variasi hasil proses produksi dengan tuntutan spesifikasi, seperti
ilustrasi sebagai berikut:

Case Study Approval Tooling
Note : case study diambil berdasarkan
kasus real, berdasarkan pengalaman dalam pelaksanaan tindakan perbaikan
terhadap customer claim disalah satu perusahaan.
Sebuah perusahaan komponen automotive
ingin membuat produk seperti ilustrasi gambar sebagai berikut :

Salah satu ukuran penting pada produk
tersebut adalah jarak 175. Jika dimensi 175 melebihi spesifikasi, produk tidak
bisa dipasang. Permasalahan pada proses ini adalah:
·
Dimensi
175 yang sebelumnya sudah OK, bisa menjadi keluar spesifikasi akibat adanya
tarikan welding.
·
Dan
untuk mengatasi permasalahan ini dibuatkan pelat penahan jarak 175 untuk
mengatasi dampak tarikan las, seperti ilustrasi berikut

Trial produksi dilakukan, dan didapatkan 3
sample dengan hasil ukuran 174,7/ 175/ 174,9. Berdasarkan hasil tersebut,
maka tooling dinyatakan OK dan proses produksi masal bisa dilakukan.
Walaupun sample sudah OK, dan tooling
sudah diaprove, namun ternyata masih terdapat beberapa claim dari customer:
”Produk tidak bisa dipasang, ukuran 175 out of spec”. Lalu apa yang salah
dengan metode atau sistem ini, sehingga masih terdapat beberapa customer claim
??
Seperti penjelasan teori sebelumnya,
approval sample belumlah cukup, kita perlu melakukan validasi tooling. Ternyata
hasil Validasi tooling menunjukkan informasi sebagai berikut :
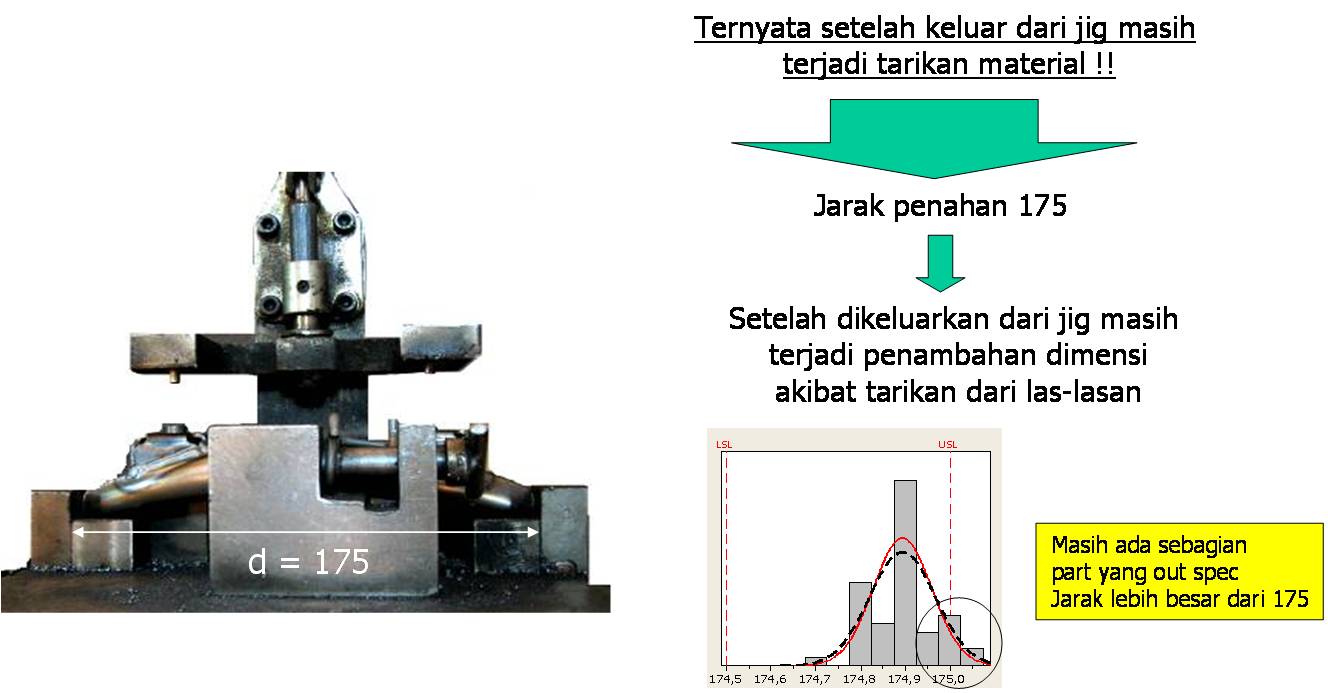
- Lebar variasi produksi sudah relatif kecil
- Namun posisi variasi memiliki kecenderungan
berada di spesifikasi atas, bahkan ada beberapa produk yang keluar
spesifikasi (produk yang akhirnya diclaim oleh customer)
- Dari hasil uji statistik diketahui ukuran
jarak penahan seharusnya lebih kecil dari 175 atau tepatnya 174,84 (angka
174,84 diperoleh melalui proses perhitungan statistik)
- Uji statistik bisa membantu kita dalam
membuat keputusan secara lebih tepat dan mengurangi jumlah trial error
pada saat pembuatan tooling.
Kesimpulan
Dengan memahami konsep validasi mesin/
tooling, maka langkah selanjutnya adalah memastikan bahwa mesin/ dies/ mold/
jig yang kita buat atau beli, ”Secara produksi masal telah mampu memenuhi
tuntutan spesifikasi yang kita harapkan”, sehingga produksi masal bisa
berjalan dengan sedikit masalah/ hambatan.
” MERUBAH SISTEM APPROVAL MESIN/ MOLD/
DIES/ JIG DARI METODE APPROVAL SAMPLE MENJADI METODE VALIDASI MESIN/ MOLD/
DIES/ JIG ”
Jika perlu,
masukkan persyaratan tersebut kedalam
- Perrsyaratan approval tooling di departemen engineering.
- Dan tambahkan pasal ”Validasi tooling
dan/ atau mesin” pada kontrak agreement dengan supplier.
regards,
Imanuel Iman
@imanueliman_ssc